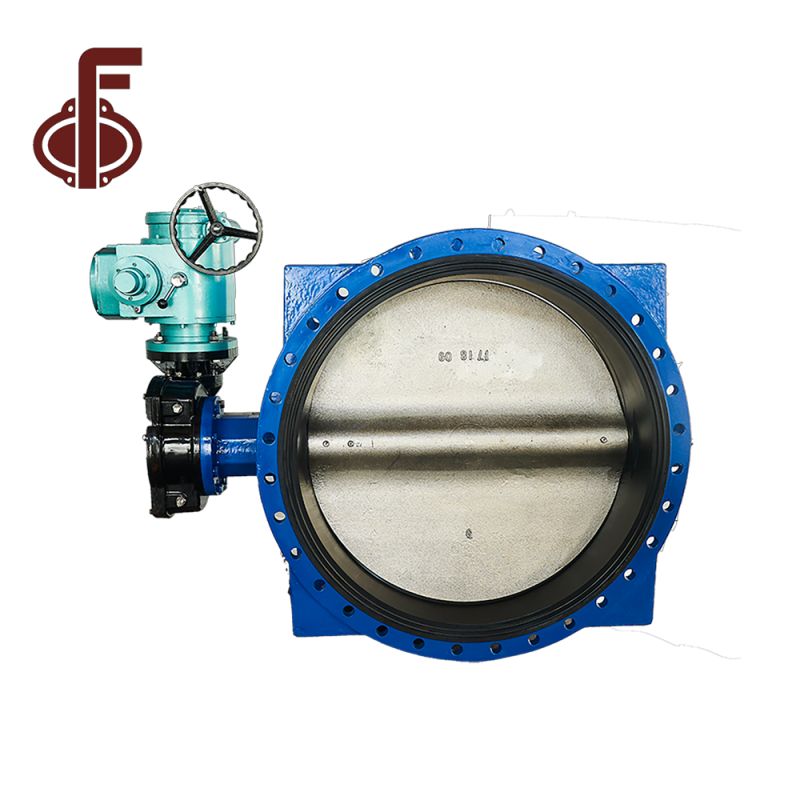



Зур диаметрлы электр фланецлы күбәләк клапаннары



Продукт детальләре
| Зурлык һәм басым рейтингы һәм стандарт | |
| Зурлык | DN40-DN4000 |
| Басым рейтингы | PN10, PN16, CL150, JIS 5K, JIS 10K |
| Йөзгә-йөз җенси юл белән күчә торган авырулар | API609, BS5155, DIN3202, ISO5752 |
| STD белән тоташу | PN6, PN10, PN16, PN25, 150LB, JIS5K, 10K, 16K, GOST33259 |
| Өске фланец STD | ISO 5211 |
| Материал | |
| Гәүдә | Чуен (GG25), Сыгылмалы тимер (GGG40/50), Углеродлы корыч (WCB A216), Дат басмас корыч (SS304/SS316/SS304L/SS316L), Дуплекслы дат басмас корыч (2507/1.4529), Бронза, Алюминий эретмәсе. |
| Диск | DI+Ni, углеродлы корыч (WCB A216), дат басмас корыч (SS304/SS316/SS304L/SS316L), ике яклы дат басмас корыч (2507/1.4529), бронза, эпоксидлы буяу/нейлон/EPDM/NBR/PTFE/PFA белән капланган DI/WCB/SS |
| Сабак/Валь | SS416, SS431, SS304, SS316, Дуплекслы дат басмас корыч, Монель |
| Урын | NBR, EPDM/REPDM, PTFE/RPTFE, Витон, Неопрен, Гипалон, Кремний, PFA |
| Втулка | PTFE, бронза |
| О боҗрасы | NBR, EPDM, FKM |
| Актуатор | Кул рычагы, тизлек тартмасы, электр актуаторы, пневматик актуатор |
Продукция күрсәтү






Продукция өстенлеге
Маркер пластинасы клапанның корпус ягында урнашкан, урнаштырганнан соң күзәтеп тору җиңел. Пластинаның материалы SS304, лазер белән билгеләнгән. Аны беркетү өчен без дат басмас корыч заклепка кулланабыз, аны чиста һәм кысып тора.
Болтлар һәм гайкалар ss304 материалын кулланалар, аларның дат басудан саклау сәләте югарырак.
Клапан тоткычы сыгылмалы тимердән эшләнгән, ул гадәти тоткычка караганда коррозиягә каршы. Пружинасы һәм штифт ss304 материалыннан эшләнгән. Тотучы өлеше ярымтүгәрәк конструкциядән эшләнгән, тою хисе яхшы.
Күбәләк клапан штифтлары модуляция тибын куллана, югары ныклык, тузуга чыдам һәм куркынычсыз тоташу.
Штифтсыз сабы конструкциясе өрелүгә каршы структураны куллана, клапан сабы икеләтә сикерү боҗрасын куллана, бу урнаштырудагы хатаны компенсацияләү генә түгел, ә сабының өрелүен дә туктата ала.
ZFA-ның һәр продуктында клапанның төп өлешләре өчен материал отчеты бар.
ZFA клапан корпусы каты клапан корпусын куллана, шуңа күрә авырлыгы гадәти типтагыдан югарырак.
Клапан эпоксид порошок буяу процессын куллана, порошокның калынлыгы ким дигәндә 250 мкм. Клапан корпусы 200 ℃ температурада 3 сәгать җылытылырга тиеш, порошок 180 ℃ температурада 2 сәгать катыланырга тиеш.
Табигый суынганнан соң, порошокның ябыштыргычы гадәти төрдән югарырак, 36 ай эчендә төс үзгәрмәячәген гарантияли.
Пневматик приводлар икеләтә поршеньле структураны кулланалар, югары төгәллек һәм нәтиҗәлелек белән, шулай ук тотрыклы чыгу моменты белән.
Корпусны сынау: Клапан корпусын сынау стандарт басымга караганда 1,5 тапкыр басым куллана. Сынауны урнаштырганнан соң үткәрергә кирәк, клапан дискы яртылаш ябылган, бу корпус басымын сынау дип атала. Клапан утыргычы стандарт басымга караганда 1,1 тапкыр басым куллана.
Махсус тест: Клиент таләбе буенча, без сезгә кирәкле теләсә нинди тестны үткәрә алабыз.
Кайнар сатыла торган товарлар









Продукт категорияләре
-

Электр каучугы тулы астарлы фланец тибындагы күбәләк ...
-

DN100 PN16 E/P Позиционер Пневматик Вафли Бюджет...
-

PN16 DN600 Ике валлы пластиналы күбәләк клапаны
-

DN100 EPDM тулысынча капланган пластиналы күбәләк клапаны Mu...
-

DN800 DI Бер фланецлы типтагы пластиналы күбәләк клапаны
-

Югары сыйфатлы ялтыратылган дат басмас корычтан эшләнгән пластина...





